

- Опис:
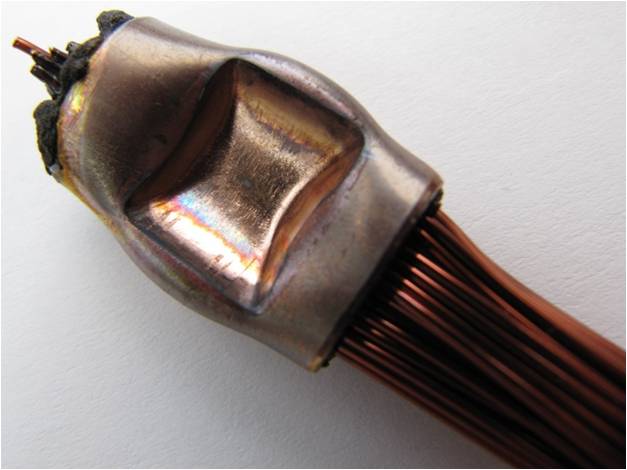
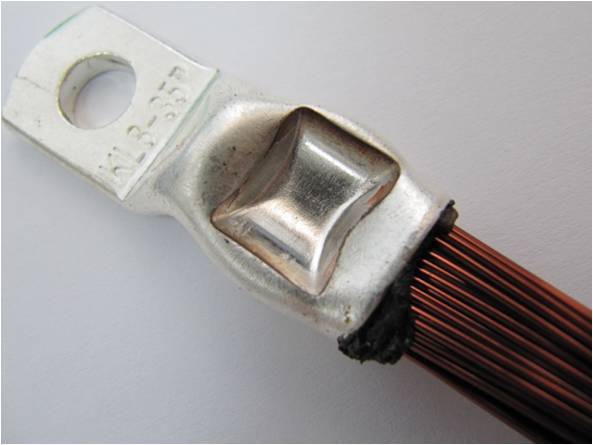
Використання установок «гарячого» опресування дозволяє здійснювати опресування наконечниками обмоток електродвигунів, генераторів і котушок виконаних емальпроводом методом резистивного зварювання з одночасним обтиском наконечника. Відмінною особливістю установок є те, що перед проведенням операції опресування не потрібно проводити зачистку емальпроводів для забезпечення якісного та надійного з'єднання. В процесі виконання з'єднання відбувається розігрів лакової ізоляції проводів і їх вигоряння в зоні опресування. Таким чином, результатом застосування установок «гарячого» опресування отримуємо не тільки з'єднання високої якості, властиве методу резистивного зварювання, а й скорочуємо кількість виробничих
операцій при виготовленні.Інтегрована он-лайн система контролю за процесом зварювання і обтиску відстежує якість виконуваних з'єднань і автоматично зберігає дані для подальшого аналізу. Дане рішення вже знайшло широке застосування в автомобільній, електротехнічній, медичній та інших галузях промисловості на виробництвах провідних виробників. Залежно від завдань і обсягів виробництва, установки виконуються як у вигляді напівавтоматичних станцій з ручною подачею використовуваних матеріалів, так і у вигляді автоматичних станцій вбудованих в складальні лінії. Для отримання більш докладної інформації по установках «гарячого» опресування необхідно надати інформацію щодо потрібного з'єднання для аналізу та вибору необхідного оснащення і моделі машини.
Повний текстКороткий текст
- Характеристики:
-всі параметри і етапи зварювання програмуються і контролюються під час зварювання;
-простий і зручний графічний інтерфейс програмування, російськомовна версія;
-інтегрований контроль якості процесу зварювання гарантує якість з'єднання проводів;
-результати проходження зварювання відображаються на екрані;
-зварювання будь-яких комбінацій з’єднань без заміни електродів;
-високий термін служби електродів;
-можливість самостійного відновлення електродів в заданих межах, що забезпечує мінімальні витрати на утримання резистивної зварки;
-висока якість зварного з'єднання;
-низький перехідний опір;
-в місці зварювання створюється однорідна структура без порожнин;
-мінімальний витрата електроенергії;
-мінімальне споживання стисненого повітря;
-найбільш економічний спосіб зварного з’єднання проводів;
-відсутні жорсткі вимоги до зварювальних матеріалів в частині обов'язкової відсутності жирових і масляних забрудненьПовний текстКороткий текст